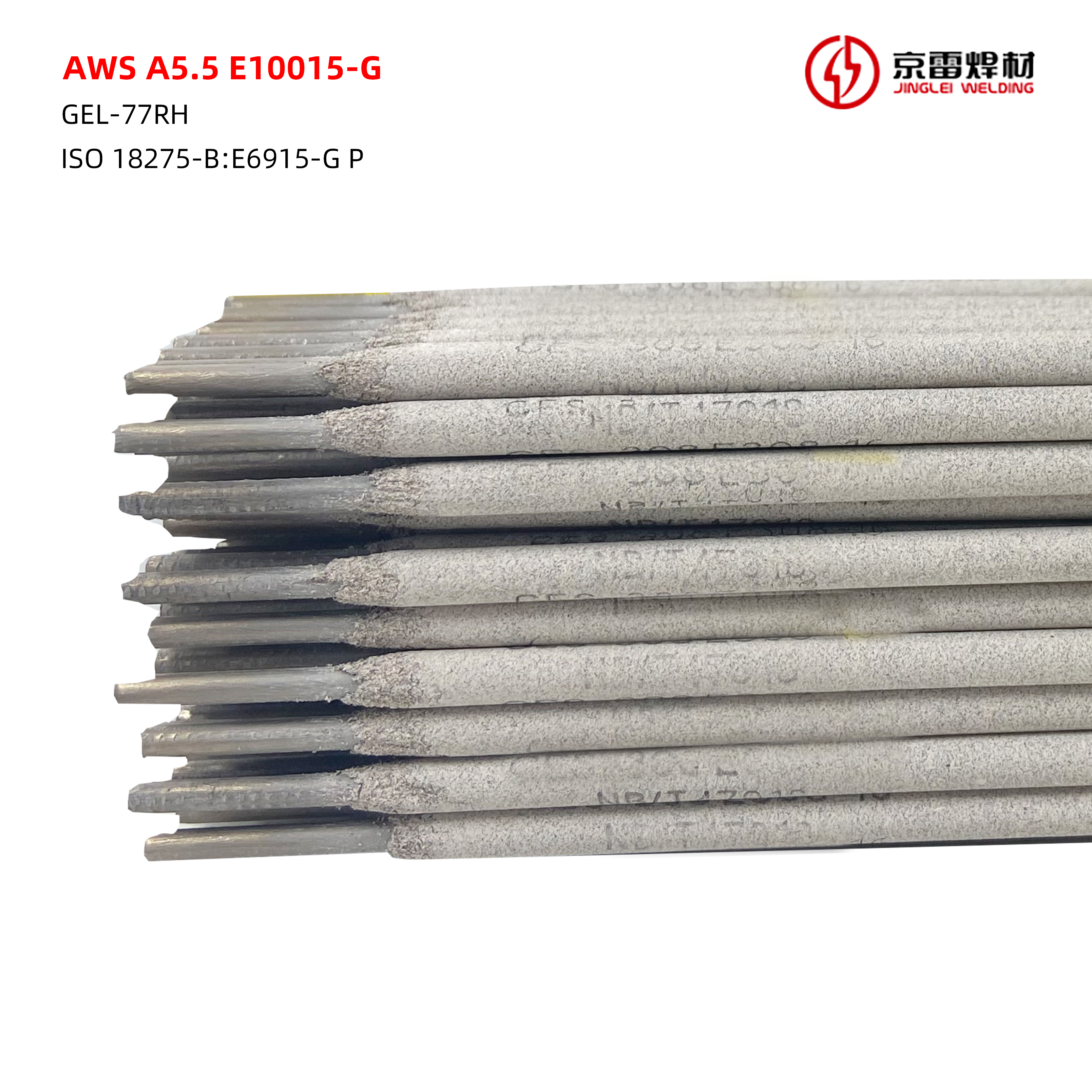
Ny vy avo lenta amin'ny electrode manual E9818-G Soldering makings






COMPONET CHEMIKA:
| FITIAVANA (wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu | V |
| GB/T RATSY | - | ≥1.00 | ≥0.80 | ≥0.30 | ≥0.50 | ≥0.20 | - | - | ≥0.20 | ≥0.10 |
| AWS RULES | - | - | - | - | - | - | - | - | - | - |
| VALUE OHATRA | 0.050 | 1.50 | 0.27 | 0.83 | 3.35 | 0.72 | 0,005 | 0,004 | 0.018 | 0,004 |
FANANANA MEKANIKA:
| NY FANANANA | HERINANDRO (MPa) | HERIN'NY FANITATRA (MPa) | FANAMAFANA ℃ xh | IMPACT VALUE J/℃ | ELONGATION(%) | |||||
| GB/T RATSY | - | - | - | - | - | |||||
| AWS RULES | - | - | - | - | - | |||||
| VALUE OHATRA | 915 | 992 | - | 65/-20 | 16 | |||||
PARAMETER WELD RECOMMENDED:
| SPECIFICATIONS DIAMETERS (mm) | 2.6*350 | 3.2*350 | 4.0*400 | 5.0*400 | ||||||
| HERINATRATRA (Amp) | H/W | 80-110 | 100-130 | 130-180 | 180-230 | |||||
| O/W | 50-80 | 90-120 | 130-160 | - | ||||||

980Mpa tanjaka ambony ambany ferrohydrogen vovoka karazana ambany firaka vy electrode.
Arc stable, splash kely, fanesorana slag tsara


Fahombiazana welding tsara indrindra amin'ny toerana rehetra, hamafin'ny mari-pana tsara, fanoherana crack ary hamafin'ny hafanana ambany.













COMPONET CHEMIKA:
| FITIAVANA (wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu | V |
| GB/T RATSY | - | ≥1.00 | ≥0.80 | ≥0.30 | ≥0.50 | ≥0.20 | - | - | ≥0.20 | ≥0.10 |
| AWS RULES | - | - | - | - | - | - | - | - | - | - |
| VALUE OHATRA | 0.050 | 1.50 | 0.27 | 0.83 | 3.35 | 0.72 | 0,005 | 0,004 | 0.018 | 0,004 |
FANANANA MEKANIKA:
| NY FANANANA | HERINANDRO (MPa) | HERIN'NY FANITATRA (MPa) | FANAMAFANA ℃ xh | IMPACT VALUE J/℃ | ELONGATION(%) | |||||
| GB/T RATSY | - | - | - | - | - | |||||
| AWS RULES | - | - | - | - | - | |||||
| VALUE OHATRA | 915 | 992 | - | 65/-20 | 16 | |||||
PARAMETER WELD RECOMMENDED:
| SPECIFICATIONS DIAMETERS (mm) | 2.6*350 | 3.2*350 | 4.0*400 | 5.0*400 | ||||||
| HERINATRATRA (Amp) | H/W | 80-110 | 100-130 | 130-180 | 180-230 | |||||
| O/W | 50-80 | 90-120 | 130-160 | - | ||||||
-

Electrode tanana 550Mpa ho an'ny vy matanjaka
-

High Carbon steels SAW welding tariby F6A0-EM12 a...
-
High Carbon Steels E10015-G -50 ℃ propane tank ...
-

Ny vy karbônina ambany dia mandrefy angon-drakitra momba ny fanamboarana E7015-G
-

High Carbon steels SAW welding tariby F7A0-EM12 a...
-

CEHigh Carbon steels Manual electrode E7018 wel ...






Soraty eto ny hafatrao ary alefaso aminay